 A fuel pumper Stickney has a funnel shaped hopper topper quite different than a
gravity fed Stickney.
A fuel pumper Stickney has a funnel shaped hopper topper quite different than a
gravity fed Stickney. Click on the small thumbnail images to see a full sized image
A fuel pumper Stickney has a funnel shaped hopper topper quite different than a
gravity fed Stickney.
 A VERY large block of wood was loaded in the lathe. This one missed the
carriage by less than a 1/16 inch! Here it has been roughed round.
A VERY large block of wood was loaded in the lathe. This one missed the
carriage by less than a 1/16 inch! Here it has been roughed round.
 Finished upper part of funnel. Looks like a flower pot doesn't it?
Finished upper part of funnel. Looks like a flower pot doesn't it?
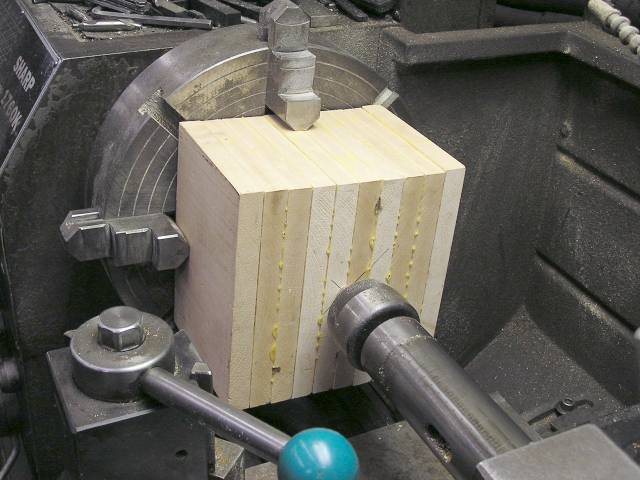 An even larger block of wood was required to make the lower part of the hopper
funnel from. The carriage would not fit under it until the corners were removed
with an offset tool.
An even larger block of wood was required to make the lower part of the hopper
funnel from. The carriage would not fit under it until the corners were removed
with an offset tool.
 Finished flange and core print.
Finished flange and core print.
 And the two funnel parts mated together.
And the two funnel parts mated together.
 The two funnel parts were sawed separate (due to limited saw size) at the
centerline with a very thin blade and then glued to form two equal halves to be
mounted on board. A part 8" in diameter won't show the out-of-roundness that a
1/32 thick blade would create. But I installed .015 of paper shim anyway under
each pattern half before doweling them to the board.
The two funnel parts were sawed separate (due to limited saw size) at the
centerline with a very thin blade and then glued to form two equal halves to be
mounted on board. A part 8" in diameter won't show the out-of-roundness that a
1/32 thick blade would create. But I installed .015 of paper shim anyway under
each pattern half before doweling them to the board.
 Here is a close up of the numbers in the same Sharp Face Gothic-White metal
style Stickney used. Letters and numbers are about $1 each from Freeman Supply.
Here is a link to these letters on Freeman's web site.
http://www.freemansupply.com/SharpFaceGothicWhi.htm They have several styles
available.
Here is a close up of the numbers in the same Sharp Face Gothic-White metal
style Stickney used. Letters and numbers are about $1 each from Freeman Supply.
Here is a link to these letters on Freeman's web site.
http://www.freemansupply.com/SharpFaceGothicWhi.htm They have several styles
available.
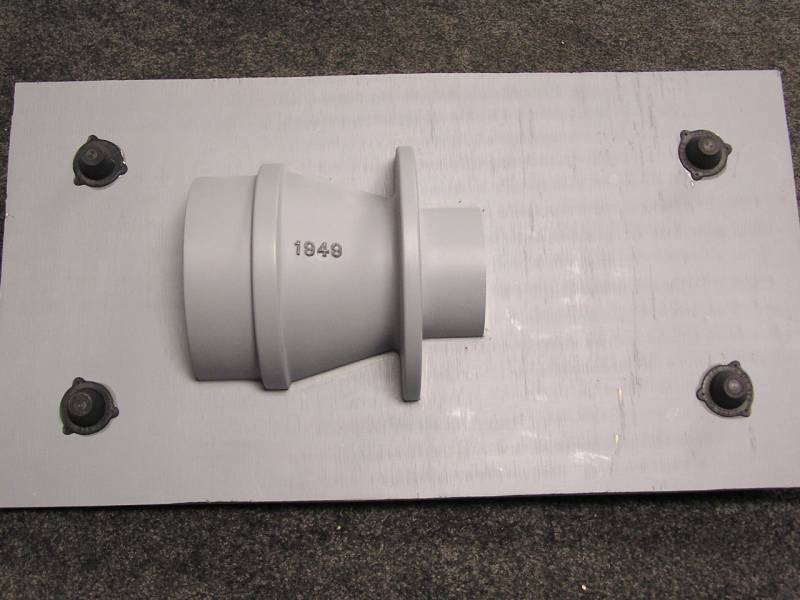 And finally an overall view of the pattern with locators installed.
The mold lock buttons or locators can be found on Freeman's website at
http://www.freemansupply.com/FreemanConcentricM.htm
And finally an overall view of the pattern with locators installed.
The mold lock buttons or locators can be found on Freeman's website at
http://www.freemansupply.com/FreemanConcentricM.htm
This completes the pattern part of the project.
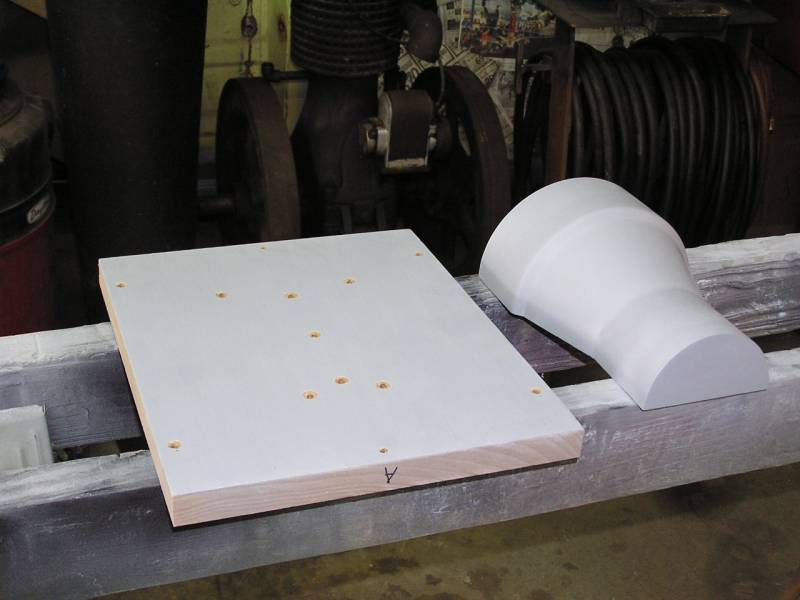 Now the core box needs to be made. A glued up block of wood was turned to a
round shape matching the inside profile of the funnel. This will form the core
plug used to make the core box. The core plug was cut just to one side of
centerline and smoothed to leave exactly one good full half. This gets mounted
on a smoothed and primed board to assure both the pattern and board will release
from the mold box.
Now the core box needs to be made. A glued up block of wood was turned to a
round shape matching the inside profile of the funnel. This will form the core
plug used to make the core box. The core plug was cut just to one side of
centerline and smoothed to leave exactly one good full half. This gets mounted
on a smoothed and primed board to assure both the pattern and board will release
from the mold box.
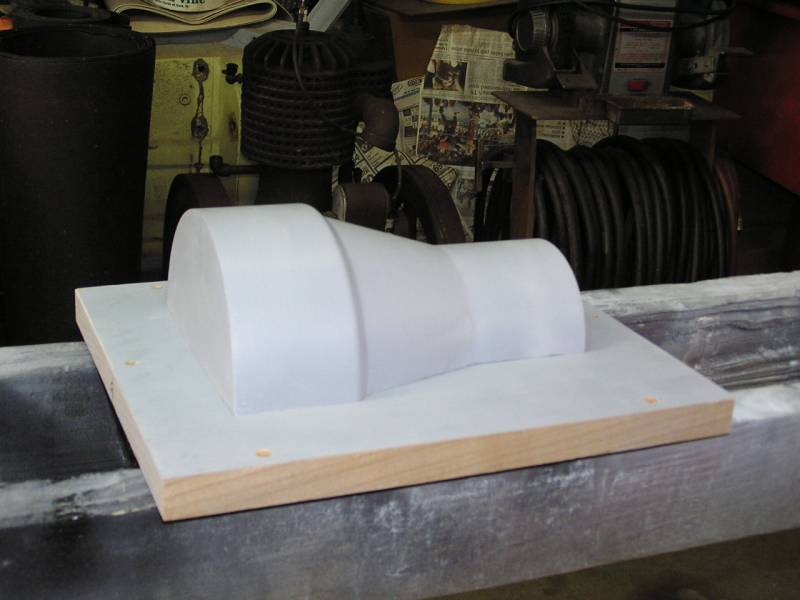 Core plug and board together ready to form the bottom of the core box.
Core plug and board together ready to form the bottom of the core box.
 Here is the core box with four 1 1/2" diameter holes in it to pour thru.
Here is the core box with four 1 1/2" diameter holes in it to pour thru.
 The board that the core plug was mounted to has been removed. I'm figuring I'll
only make one of these parts which are unique to a 5HP Stickney. So low cost was
the object. I decided to try using plaster to make the core box. Had I used 2
part urethane the cost would have been high! The plaster is OK but it sets WAY
too fast for my preference. The fast setting was a real issue when pouring this.
Next time I will pour much thinner!
The board that the core plug was mounted to has been removed. I'm figuring I'll
only make one of these parts which are unique to a 5HP Stickney. So low cost was
the object. I decided to try using plaster to make the core box. Had I used 2
part urethane the cost would have been high! The plaster is OK but it sets WAY
too fast for my preference. The fast setting was a real issue when pouring this.
Next time I will pour much thinner!
 Here the core plug has been prodded out. But it came out in one piece thank
goodness!
Here the core plug has been prodded out. But it came out in one piece thank
goodness!
 In this image you can better see a few pockets that needed filling and also some
edge repair that needed attention. But the foundry says they can use this. Whew!
In this image you can better see a few pockets that needed filling and also some
edge repair that needed attention. But the foundry says they can use this. Whew!
The core box is complete and both the pattern and the core box are ready to send to the foundry.