
6/22/11
Platform made by CP Metal was installed and the safety rails placed in pockets.

Furnace car was set on rails and then the upper furnace case placed on this. The wheels line up perfectly with the rails.
6/27/11

An overview of the day's work placing electrical control panels. You can see the other furnace car on the right.

This is the operator control panel for the caster and spoolers.

The little cabinet is the controls for the automatic cathode loader.

The four cabinets related to the furnace. The three left most cabinets with the louvers house the tap transformers, and the cabinet to the right houses the power factor correction capacitor banks

One of the three cabinets. The tap transformer is on the bottom. Instead of a tap switch like our furnace has, they are using contactors to pull in each appropriate contact. Good concept unless contacts weld closed. If it ever happens it won't be pretty.

Same as above but with flash so you can see detail a little better.

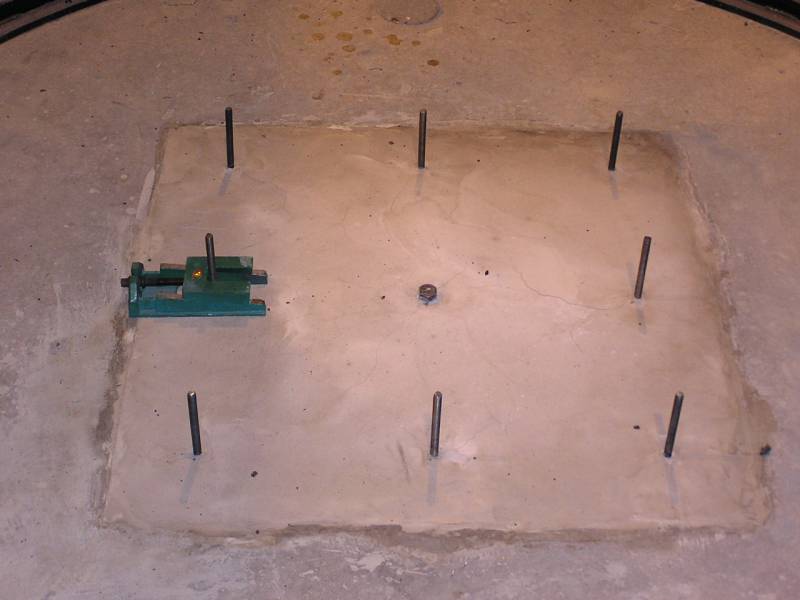
The bolt pattern in the foundation matched up perfectly with the base of the cathode loader. That's always a relief!

We manually spun the motor and turned the vertical column around 180°, allowing us to mount the horizontal arm of the cathode loader. If you look closely you can make out the vacuum head on the right end of the arm. It's the part in black. The brown thing on the bottom is the sponge rubber that seals the vacuum to the cathode face.

The last thing we did today was install the upper case on the other furnace car.

All in place and a pretty decent day's work! Hope all days go this well.
6/28/11

To clear the area surrounding the trench under the winders, the two large sections of the main platform were moved to a location suitable for assembly. These were placed so that there is a 138" spacing per the print. Work on this will occur later.

Progress was much slower today than yesterday. No less than 5 hours was spent simply ripping the plywood sides off the appropriate boxes to gain access to the winder main frames. No shortage of nails in China as there are probably 500 nails in each box. Very time consuming to pry apart. The funny shaped copper rings are the starter loops for the three inductors of each furnace.

The rails that the turntable rolls on were placed in the turntable pit just to free up some room.

In the afternoon 5 of the 6 winder main frames were placed. Ran out of day, so the 6th winder will have to wait until tomorrow.

Here is a close up of the main frame of the down coiler or winder. This is winder #1. Notice the 5 holes (bearings) in the black plate that the 5 other rods will pass thru on each side. The next winder only has 4 pass thru holes, etc.
6/29/11

The 12 down-spooling winders have been loosely assembled in their correct locations. Awaiting clarification from Shanghai on the proper location of the frames that the rotating table sits in. Suspect they may need to be moved out from the main base somewhat.

Roger and Daryl sifting thru the piles of structural steel trying to make heads and tails of it all. We did find two predrilled channels and attached this to the removable section of the platform. That's the portion in the middle with the curve in it. It's removable to allow furnace transfer down the rails.
6/30/11

The "only" thing accomplished today was the accurate locating and mounting of 12 base plates that will be under the ends of the vertical columns. You can see the two on the pit floor and just see a portion of one along the top of the wall. The two on the pit floor are directly under the area that will be the legs of the upper platform that the casting head will be mounted to. The plates along the wall edge will support the edge of the lower main platform on the west side. All plates were placed with respect to the casting centerlines, both north-south and east-west. This assures the best accuracy compared to measuring off of concrete walls.

These three plates on the pit floor level are again for the upper platform's legs. The lone plate in it's odd position is to support the weight of the cathode loader tipping and dumping assembly. The two I-beams you see standing will be welded to the two plates. The unistrut along the wall will support the 6" drain pipe carrying hot water back to the basement. Our mechanic David Mathis is working on this in the evenings.

There will be three of these plates along the north wall to which short pieces of I-beam will be welded, and this will support the north end of the lower main platform.
7/1/11

The 4 longer columns have been stood up in their proper positions on the pads we set yesterday and tack welding in place, level in both directions. You can see the short columns along the wall's edge. Also notice along the east wall where the 6" drain pipe installation has begun.

You can see the short columns better here. Once all were tacked in, a transit was used to mark the upper elevation on each and we cut the tops off with the torch. Now all the tops of the columns are on the same place.

These are the short columns on the north east wall.

and the columns along the north wall.
Once all were cut off and cleaned up the guys knocked off at 11:30 today for the long weekend. Next week we will start setting the large sections of the platform on these columns.
7/5/11

Setting the narrower section of platform that goes on the east side of the furnace.

Setting the wider section of platform that goes on the west side of the furnace.

The first of two I-beams that ties the two sections of platform together is placed on the north side of the furnace.

More structural steel being placed on the north side of the furnace.

Next the center section of platform that surrounds the furnace shell was placed.

A view of the same center section from the end. It will be temporarily suspended on this end shortly.

The temporary structure has been added assuring the top of the center section is even with the platform sections on either side.

A look at the platform sections from underneath, standing in the turntable pit.
7/6/11
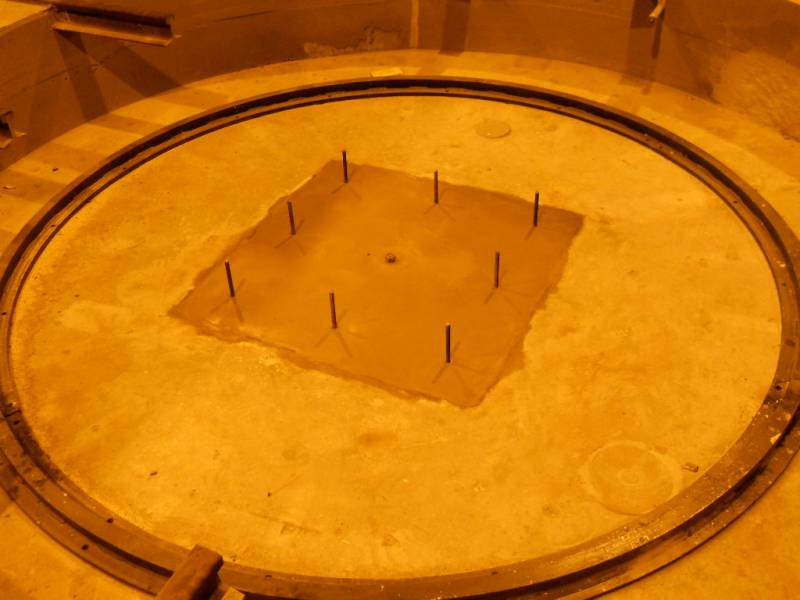
Some attention was given to the turntable pit floor today adding some smoothing grout to make the area around the anchor bolts more even. This will assure the sliding levelers will sit flatter. This area was a little rough as it was under the fixture that held the anchor bolts when the pit floor was poured. We'll let this cure a day before setting the turntable bearing plate.

Meanwhile the four guys from CP Metal are busily fitting the tie in steel pieces that connect the three sections of platform we placed yesterday. Lots of welding is occurring today. In fact so much welding that they have two welding machines running concurrently. When the sections of platform were being placed yesterday, only tack welds sufficient to hold things were made. Full welds are being done today. Once this is done then the checker plate placement can begin.
7/7/11 & 7/8/11
These days were spent with both welding machines running full time welding the structural steel together on the main platform. Some fine tuning of the placement of the rewind spoolers was also done, readying them for anchoring. I spend considerable time working on the drawing/layout of the middle platform, which goes on next, once the main platform is complete and the checker plate installed.
Bill took down the old yellow screen which was beside the annealer and cut it up for the metal scrap hopper. Ken from CP came and measured for guard rails that will go around the pit wall and along the stairs going to the pit. He will quote this in the next few days.
Our mechanical/electrical installation fellow from China Thursday morning. We spent time going over the work progress, and he was very pleased with the progress we have made so far.
7/11/11

Most of the day was spent on wrapping up the welding of the structural steel for the platform, trimming the checker plate to fit, installing the checker plate panels and welding them in place. We marked centerline for the posts for the next platform, and here the guys are setting up drilling the platform for the plates.

Close up of the plates that the second platform legs will rest on. Holes are being drilled from the plates thru the I-beam underneath. Then the plates will be bolted down. Tomorrow we will start setting steel for the next platform.
7/12/11

Good progress today with the installation of the four columns and 3 of the 4 beams for the next platform.

View of the same from the pit floor.
Meanwhile the grouting that Calvin's man installed has cured and one of the levelers that goes under the turntable bearing has been placed.

Close up of the leveler. There will be 4 of these under the bearing plate of the turntable. Installation of the turntable will begin shortly.
7/13/11

More work on the next platform continued today as two welders welded all the structure complete.

Then the casting unit was plumb'd to the furnace openings (casting centerline) and the pads welded to the structure.

A view of the casting unit looking east.
7/15/11

The "dancer" system that controls the winding speed of the 12 spoolers has been mounted.
7/18/11

Much of the decking of the next platform has been trimmed, installed, and welded in place.
7/18/11 & 7/19/11
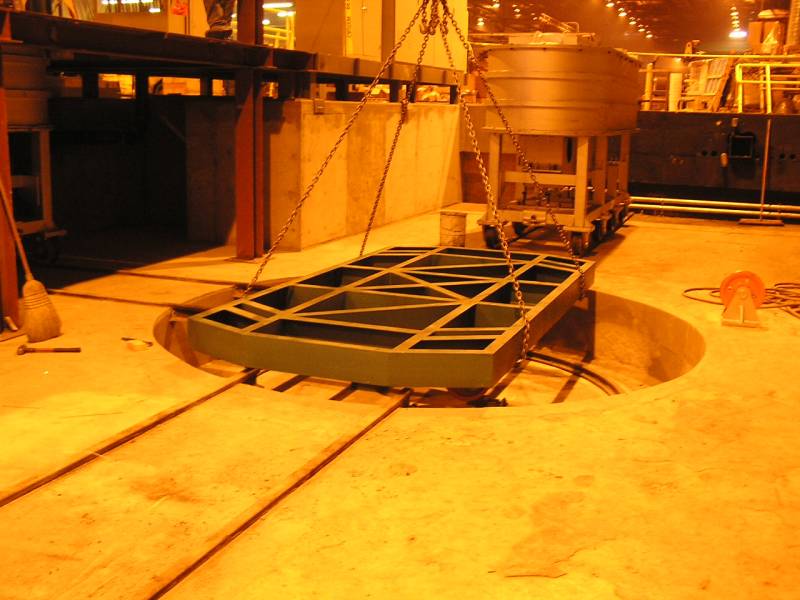
Work has begun on the turntable system with the first piece being set in place permanently on the levelers.

It's taken a couple of days installing all the superstructure of the turntable and trimming the pit rails on the correct arc to work with the turning parts of the turntable. The rails will be place on the turntable shortly (Wednesday)

Meanwhile Randy McDaniel has been hard at work on the water system.
7/20/11 & 7/21/11

2+ days have been spent building this structure that hold the rollers the cast rod will drape over in their descent and path to the winding spoolers. I see nothing about this assembly that couldn't have been completed in Shanghai, saving Huang and two expensive contractors a LOT of time. I passed my opinion on to Huang, that Shanghai could have done a lot better on this! His time is valuable and contract labor is very expensive to us.

Meanwhile the other two contractors have wrapped up the rail installation and turn table assembly. We are considerable ahead of schedule on this item, taking only a week to complete, while Huang had three weeks allotted for this on his schedule. The guys are installing the flat head screws that hold the checker plate to the superstructure underneath.
7/22/11

Today these two frames were placed and welded to the left end of the upper platform. The overhanging portion will eventually hold a monorail that an electric hoist will roll on. This will be the manual cathode loading system like we saw in Ningbo. Here is a link to that system.
<http://www.oldengine.org/members/holland/images/Shanghai2011/P1010043.JPG>
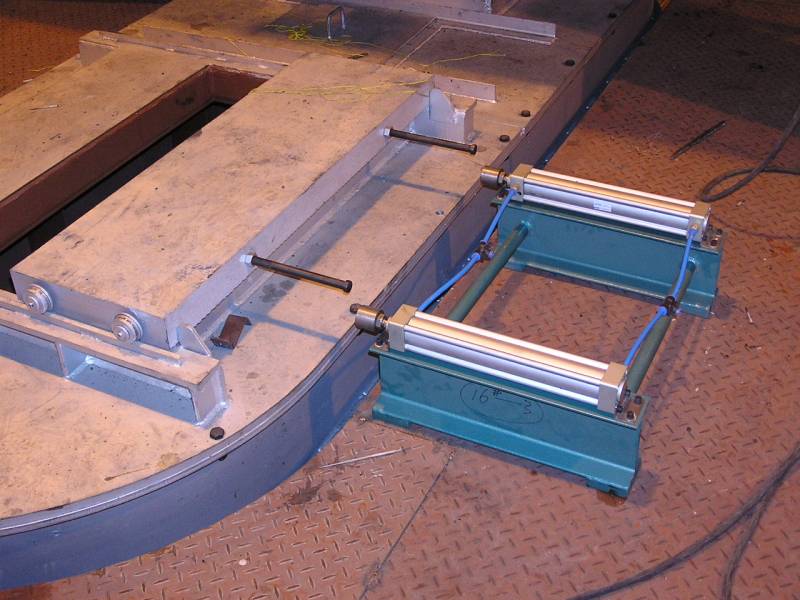
This frame with air cylinders will open and close the furnace door in sequence with the cathode loader. It came with no mounting brackets so these have been designed and are one order. This will get it at the correct height to match the furnace door and will also account for differences in furnaces.
7/25/11 & 7/26/11
Furnace ramming has begun. The ramming process will be documented on another web page I'll do shortly.
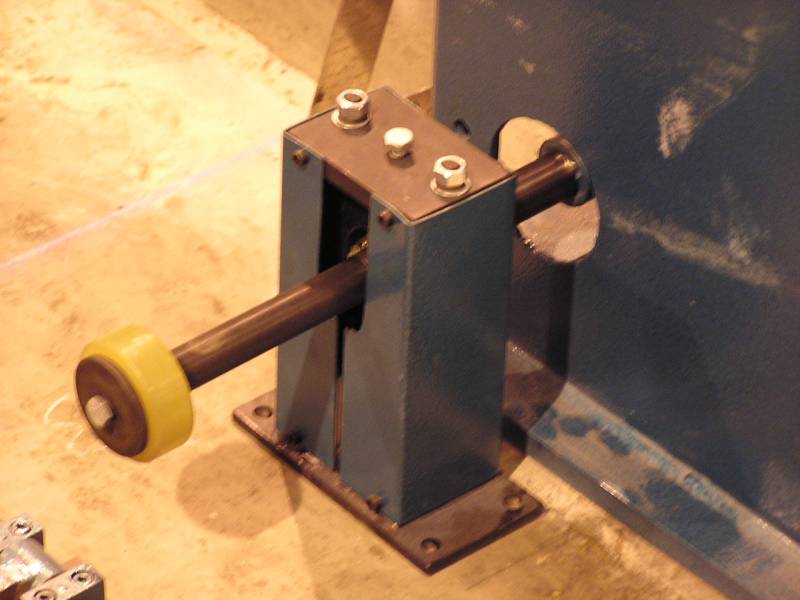
We've begun assembling the drive shafts that will lightly power each spooler turntable. This unit contains a spherical bearing and air cylinder to push the urethane roller up against the underside of the spooler table. Shafts were all machined with some taper in them and we're having to correct this to get them to fit.

Here you can see how the dual driveshafts will drive the table on each side.

Bill is drilling the anchor bolts for the frame the turntables will roll within. The Shanghai prints were wrong for the location of the frame, but after some figuring and trial work, we settled on a position that would make them work correctly. Will email Shanghai the correct dimensions so they may update their drawings.